速くて正確な製造・修理工程に
航空宇宙産業においてエンジン部品は高価なため、交換するよりも修理することではるかに経済的になりました。
この修理において熱を適用する際に、従来はバッチ式の真空炉でろう付けする方法が用いられてきましたが、様々な局面で誘導加熱を利用することが可能です。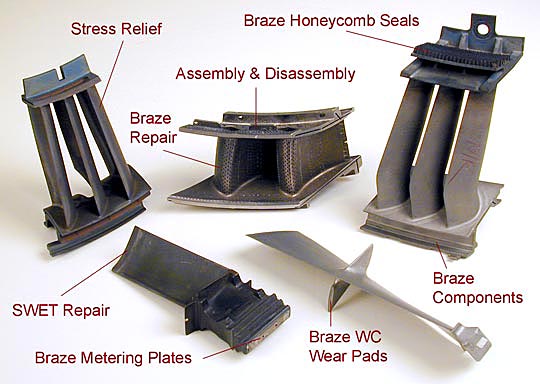
誘導加熱(IH)による利点

先進のソリッドステート技術による誘導加熱電源を活用した高周波誘導加熱装置は、制御された雰囲気中での加熱に多くの利点をもたらします。
バッチ式の真空炉とは対照的に、コンパクトでコスト効率の高いパッケージにより、精度の高い非接触での加熱を実現します。
これにより、速くて正確な一貫性ある製造・修理工程を提供します。
航空宇宙産業での誘導加熱の適用例

ろう付け(ブレージング)、はんだ付け、予備加熱など多くの熱を利用する処理において、信頼性・再現性に優れた誘導加熱は、ばらつきの無い高品質な加熱処理を提供します。
迅速な対応を求められる修理作業において、急峻でエネルギー効率の高い誘導加熱は大変有効的です。
| 作業内容 | 作業箇所 | 加熱温度/秒数 |
|---|---|---|
| 加熱 | タービンエンジンのファンブレード | 5分で 982°C 溶接 |
| 加熱 | インコネルビレット | 12秒で1121°C |
| 加熱 | チタンブレード | 4分で 260°C 内側からワックスの溶解と排出 |
| 予備加熱 | チタンロッド | 60秒で 927°C 加熱成型 |
| ろう付け | スチールコンジット | 20秒で 760°C フェルールとエルボウのアセンブリ |
| はんだ付け | スチールコネクタ | 20秒で 316°C ブラスブロック |
| ろう付け | 油圧ホースアセンブリの接着 | 7秒で1204°C |
| ろう付け | タービンブレード | 5分で 1093°C ニッケル |
| ろう付け | コンプレッサーブレード | |
| ろう付け | インコネルタービンブレードのメタリングプレート | 5分で 1121°C |
| ろう付け | ハネカムシール | 90秒で1066°C |
| ろう付け | フェルノズルアセンブリ | 1066°C (3分で1個) |
| ストレスリリーフ | コンプレッサーブレード |