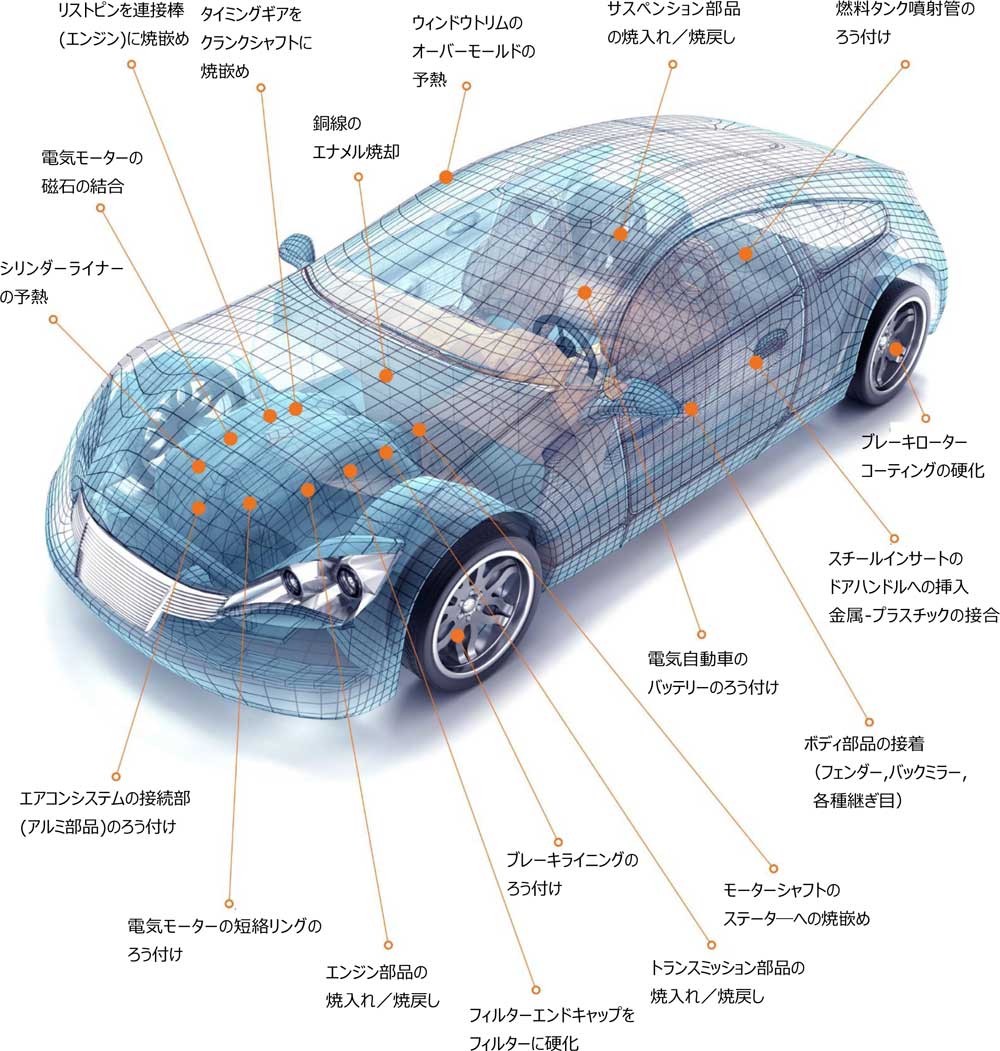
様々な自動車部品製造の熱加工処理

誘導加熱は、車体やエンジン、電気回路、ステアリング、燃料系、排気系などの様々な自動車部品製造の熱加工処理に使用されています。
再現性が高く操作が容易、また装置もコンパクトであることから、製造ラインの自動化にも大きく寄与しています。
カムシャフトギアなどの大きなパーツは低い周波数で、フレキシブル電子回路のような小さなパーツでは高い周波数を使用することにより、より効果的に加熱できます。
誘導加熱(IH)による利点とSDGs達成への寄与
先進のソリッドステート技術による誘導加熱電源を活用した高周波誘導加熱装置は、火炎を使用しない急峻な加熱等、多くの長所があり、自動車・自動車部品の製造現場における課題を解決し、脱炭素社会(CO2削減)、SDGsの達成に寄与します。

温室効果ガス(CO2)排出を削減し、エネルギー効率を高めます
化石燃料の燃焼を削減します
製造現場の温度上昇を抑え、空調効率を向上させます
作業員の事故(火傷)のリスクを削減し、安全・安心な労働環境を促進します
自動車製造工程での高周波誘導加熱の適用例
ろう付け(ブレージング)、はんだ付け、焼き入れ、焼き嵌めなど多くの熱を利用する処理において、信頼性・再現性に優れた誘導加熱は、ばらつきの無い高い精度での製造工程を提供します。
また、コンパクトな構成の誘導加熱装置は、生産ラインへの統合も容易です。
適用加熱[温度/時間]例
| 作業内容 | 作業箇所 | 加熱温度/秒 |
|---|---|---|
| 不活性ガス中のブレージング | 油圧系ホースアセンブリ | 1204°C / 7秒 |
| 接合 | ビニールトリム | 260°C / 7秒 |
| 接合 | ラバーガスケットとスチール製ガスインテークマニホールド | 160°C / 8秒 |
| 焼き入れ | 回転軸 | 927°C / 2.5秒 |
| 銅のろう付け | オイルサクションアセンブリ | 1010°C / 15秒 |
| 硬化 | アルミ製オートトリムの接着 | 260°C / 10秒 |
| 硬化 | スチール製モーターシャフトの内側の接着 | 143°C / 30秒 |
| 硬化 | バックミラーブラケットの接着 | 149°C / 5秒 |
| 焼き入れ | シートベルトのスチール製リトラクタギア | 927°C / 2秒 |
| 加熱 | エンジンバルブヘッド | 482°Cで長時間耐久テスト |
| 予備加熱 | トラック車軸シームの溶接 | 149°C / 15秒以上 |
| 挿入 | プラスチックテールライトへスチールスタッド挿入 | 232°C / 15秒 |
| 焼き嵌め | 50mm厚スチールカムシャフトギア | 260°C / 4分 |
| 焼き嵌め | アルミ製燃料ポンプハウジングスチール製パーツの挿入 | 191°C / 60秒 |
| はんだ付け | ラジオアンテナ | 316°C / 2秒 |
| はんだ付け | フレキシブルハーネス(配線) | 84°C / 6.5秒 |
カタログ:自動車産業
自動車産業のカタログにつきましては、「お問い合わせフォーム」よりご遠慮なくお問い合わせください。